マンガン銅合金を選ぶ理由
シャントのコアは抵抗素子であり、その材料の選択がシャントの性能を直接決定します。数ある抵抗合金の中でもマンガニンは、その優れた電気的特性から精密シャントの材料として選ばれ、100年以上にわたって使用されてきました。
マンガン-銅合金の典型的な組成は、銅84%、マンガン12%、ニッケル4%である。各元素の比率と熱処理工程を正確に制御することにより、極めて低い温度係数と良好な長期安定性を得ることができる。
マンガン-銅合金のコア特性
2.1 極めて低い温度変動係数(TCR)
マンガン銅合金のTCRは±10ppm/℃と低く、高品質の製品では±5ppm/℃あるいはそれ以下となります。これは、温度が50℃変化しても抵抗値が0.05%しか変化しないことを意味し、コノコプライム(±40ppm/℃)のような他の合金よりもはるかに優れています。
2.2 低温ポテンシャル
MnCu対Cuの熱電位は約1~2μV/℃で、CuCuの熱電位(約40μV/℃)よりはるかに低い。この結果、温度勾配環境における測定誤差が大幅に小さくなる。
2.3 優れた長期安定性
適切な時効処理を施したマンガン-銅合金の年間ドリフト率は0.005%未満であり、これは計測グレードの用途における長期安定性要件を満たしている。
2.4 中程度の抵抗率
マンガン銅合金の抵抗率は約43~48μΩ・cmで、適度な抵抗率のため、小電流から大電流まで用途に応じた様々な仕様のシャント加工が容易である。
2.5 優れた機械的特性
- 引張強度:約400~500MPa
- 伸び:約30~40%
- 加工性が良く、様々な形状を作りやすい。
マンガン銅合金の製錬プロセス
3.1 原材料の選択
- 電解銅:純度99.95%以上
- 電解マンガン:純度≥99.9%
- 電解ニッケル:純度99.9%以上
- 不純物、鉄、シリコン、その他の不純物の厳格な管理は、TCRに影響を与える。
3.2 溶解
- 真空の誘導の溶けるか、またはアルゴンの保護の溶けることを採用して下さい
- 酸化や不純物の混入を防ぐ
- 各要素の割合を正確にコントロール
- 材料が均一になるようによく混ぜる
3.3 キャスティング
- 連続鋳造または金型鋳造
- 冷却速度を制御して偏析を低減
- インゴットは均質化焼鈍にかけられる。
3.4 プロセス成形
- 熱間/冷間圧延によるストリップまたはプレート
- ワイヤーまたは棒への絞り
- マルチパス処理、中間アニール
第四に、シャントの製造工程である。
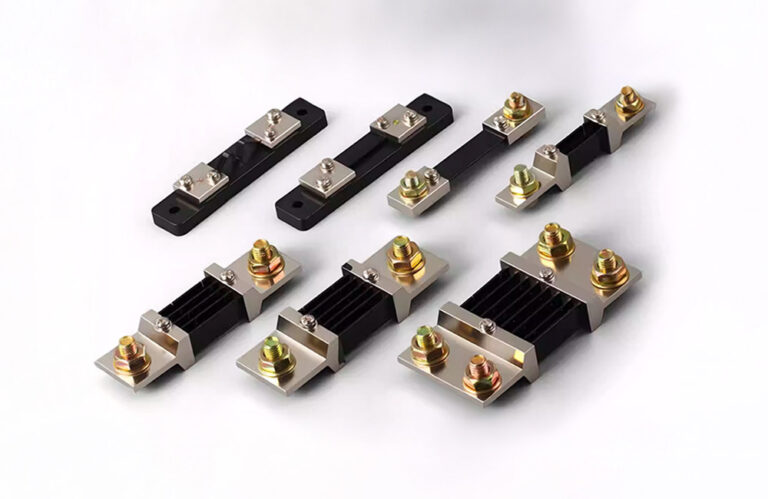
4.1 抵抗素子加工
マンガン-銅合金は、製品仕様に従って適切な形状に加工される:
- ストリップタイプ小電流シャント用
- バー・タイプ中・大電流シャント用
- プレートタイプ大電流シャントに最適
4.2 端末材料
端子は通常、紫銅か真鍮製:
- 良好な導電性と低い接触抵抗
- マンガン銅に近い熱膨張係数
- その後の溶接と取り付けを容易にする
4.3 溶接プロセス
抵抗素子と端子のはんだ付けは重要な工程である:
電子ビーム溶接 (EBW)
- 最高品質の溶接
- 熱影響部が小さく、抵抗素子への影響が最小限
- 非常に低い接触抵抗
- ハイエンド精密シャント用
ろう付け
- 成熟したプロセス、シンプルな設備
- 大量生産に適している
- 適切なろう材を選ぶ必要がある
外装
- 大電流シャントに最適
- 現場での交換が容易
- 接触抵抗を制御する必要がある
4.4 抵抗調整
シャントの抵抗値を公称値に正確に調整する必要がある:
- 粗調整:加工寸法で制御
- 微調整:レーザーまたは機械によるサイズ変更
- 0.01%グレードまでの精度
4.5 熱処理(エージング安定化)
重要な安定化治療:
- 機械加工のストレスリリーフ
- 抵抗値の安定化
- TCR特性の改善
- 典型的なプロセス:150~200℃、数時間~数十時間
4.6 表面処理
- 端子は酸化防止のため錫またはニッケルメッキ
- 抵抗素子は保護層で被覆することができる。
- 密閉可能
4.7 検出と選別
工場出荷前の厳格なテスト:
- 抵抗測定(精度0.01%)
- TCR測定(複数の温度ポイント)
- 熱電位測定
- 外観検査
- 精度等級による選択
V. シャントの性能に影響するプロセス要因
5.1 素材構成
マンガン含有量のわずかな変動は、TCRに大きな影響を与える。 典型的なマンガン含有量である12%のTCRは最も低く、この値からの偏差はTCRを増加させる。
5.2 機械加工の変形
冷間加工は、抵抗安定性とTCRに影響する内部応力を導入する。応力を除去するには、焼鈍が必要である。
5.3 熱処理工程
時効温度と時効時間は最終的な特性に影響する。温度が高すぎると合金の組織が変化し、低すぎると十分に安定しないことがあります。
5.4 溶接品質
溶接部の熱影響は、局部的な材料特性を変 化させるため、影響範囲を最小化する溶接パラメ ーターの制御が必要である。
VI.高度な技術開発
6.1 新合金の開発
微量希土類元素の添加など、より低いTCRと高い安定性を持つ新しい合金配合の研究。
6.2 薄膜シャント
集積回路および携帯機器用の薄膜堆積技術を用いた小型シャントの作製。
6.3 複合構造
大電流用途の放熱性を向上させるため、銅基板とマンガン-銅合金を複合化。
6.4 インテリジェント生産
自動検査とAI品質管理を導入し、生産効率と一貫性を向上。
購入に関する提案
- 正規メーカーを選ぶ素材とプロセスがコアコンピタンス
- テクニカル指標に注目TCR、精度、長期安定性
- 検査報告書を求める。実績の確認
- アプリケーション環境を考える温度範囲、振動、湿度など
- コストパフォーマンスの評価要求に応じて精度レベルを選択可能
まとめ
マンガン-銅合金は、その優れた温度安定性と長期信頼性により、精密シャントの材料として選ばれています。原材料の選択、製錬、鋳造、加工、成形から最終的な熱処理、テストに至るまで、各工程のつながりが最終製品の性能に影響を与えます。このような材料特性と製造工程を理解することは、新エネルギー、エネルギー貯蔵、計測、その他の分野で高まる高精度電流計測の需要に応えるため、エンジニアがシャントをより適切に選択し、適用するのに役立ちます。