introductory
The precision and stability of shunts depend greatly on the performance of their core material, the resistance alloy. Manganese-copper alloy (Manganin), as the most classic and widely used precision resistor material, has been the material of choice for standard resistors and high-precision shunts since its invention in the late 19th century. In this paper, the material properties of Manganin-Copper alloy and the advanced manufacturing process of shunts will be discussed in depth.
I. Development history of manganese-copper alloys
1.1 Discovery and early application
In 1888, Feussner et al. of the German Institute of Physics and Technology discovered the excellent properties of manganese-copper alloys in their study of resistive materials. This ternary alloy of copper, manganese and nickel has a very low temperature coefficient of resistance near room temperature, which is very suitable for the production of precision resistance components. Because of its German name ”Manganin”, it is customarily referred to as ”Manganese Canning” or ”Manganese Copper” in Chinese.
In 1889, Weston, an American inventor, was granted a patent for a low resistance temperature coefficient alloy. Since then, manganese-copper alloys have been used worldwide and have become indispensable in the fields of electrical metrology and precision measurement.
1.2 Development of material systems
After more than one hundred years of development, manganese-copper alloy has formed a complete material system. According to the Chinese national standard GB/T 6145-2010, the main grades include:
- 6J8 (Precision Manganese Copper):For standard and precision resistors
- 6J12 (Precision Manganese Copper):For precision instrumentation resistors
- 6J13 (Splitter type manganese copper):Specialized for shunts with flatter temperature characteristics
II. Physical metallurgy of manganese-copper alloys
2.1 Composition and Organization
The typical composition of standard manganese-copper alloys is Cu-12%Mn-2~4%Ni, forming a γ single-phase solid solution organization. Manganese and nickel atoms are dissolved in the copper matrix, producing a strong solid solution strengthening effect and electron scattering effect.
The resistivity of the alloy (about 0.45 μΩ-m) is mainly derived:
- Electron scattering due to lattice distortion
- Impurity scattering by solute atoms
- Scattering from grain boundaries and defects
2.2 Resistance Temperature Characterization
The most outstanding characteristic of manganese-copper alloy is that its resistance-temperature curve has a parabolic shape, with an extreme point near 20~25℃, which makes the resistance-temperature coefficient in this temperature interval extremely low (up to ±5ppm/℃).
The physical mechanism of this property is related to the electronic structure of the alloy. At specific compositions and heat-treated states, two opposing mechanisms of resistance change (phonon scattering enhancement and Fermi surface changes) cancel each other out, creating a low temperature coefficient interval.
2.3 Difference between precision and shunt type
Precision Manganese CopperThe operating temperature range is 0~45℃, and the resistance change is very small in this narrow range, which is suitable for precision instruments with low temperature rise.
Splitter type manganese copperBy adjusting the composition and heat treatment process, the resistance-temperature curve is flattened in the range of 0~100℃. Although the temperature coefficient at the extreme point is slightly larger, the overall performance is better over a wide temperature range, making it suitable for shunt applications with high temperature rise at high currents.
III. Other resistive alloy materials
3.1 Copper (Constantan)
Con copper is a Cu-40%Ni binary alloy with the following characteristics:
- Low resistance temperature coefficient and good temperature curve linearity
- Wide operating temperature range (up to 400°C)
- Good corrosion resistance
However, the high thermal potential of ConocoPower to copper (about 40μV/°C) makes it unsuitable for DC precision measurements, and it is mainly used for AC resistance, thermocouple and other applications.
3.2 New Alloy Materials
Researchers have developed a variety of improved alloys to meet higher performance requirements:
- Cu-Mn-Al alloy:Higher resistivity and better oxidation resistance
- Cu-Mn-Sn alloy:Temperature coefficient can be further reduced
- Cu-Mn-Ge alloy:Better stability and processability
Fourth, the shunt manufacturing process
4.1 Resistor processing
The process flow for processing the shunt resistor body usually includes:
- Raw material preparation:Selection of high-purity manganese-copper alloy materials
- Molding process:Stamping, cutting or machining to design dimensions
- Heat Treatment:Stabilizes resistance and temperature characteristics by eliminating processing stresses
- Surface treatment:Plating or passivation as required
4.2 Terminal materials and connection process
Shunt terminals are usually made of purple copper or brass material with good conductivity and solderability. The connection between the terminals and the resistor body is a key process in the manufacturing of shunts, which directly affects the precision and reliability of the product.
The main joining processes include:
Brazing (silver brazing):Conventional process with lower cost, but with some contact resistance and temperature instability at the joints.
Electron beam welding:The preferred process for high-end shunts. Conducted in a vacuum environment, the weld is of high quality with extremely low contact resistance (negligible) and a small heat affected zone that does not affect the performance of the resistor body.
Laser welding:In between, it is suitable for mass production of medium precision products.
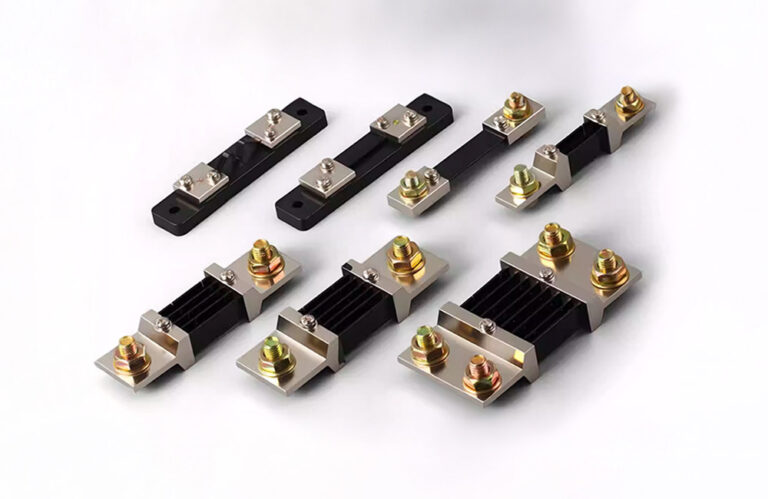
4.3 Four-terminal structure design
The high-precision shunt is of four-terminal (Kelvin) construction with separate current and voltage terminals. The voltage measurement point should be located on the resistor body, avoiding the welding area to eliminate the effect of contact resistance.
4.4 Aging and Stabilization Processes
After processing, the shunts need to be aged to release residual stresses and stabilize resistance values. Typical aging processes include:
- Multiple temperature cycling
- Proper current aging
- natural limitation
The aging cycle of high-precision shunts can be weeks or even months long.
V. Quality control and performance testing
5.1 Key performance parameters
The main performance parameters of the diverter include:
- Resistance value accuracy:Class 0.1, 0.2, 0.5, etc.
- Temperature Coefficient (TCR):Typical ±5~±50ppm/°C
- Power Coefficient (PCR):Resistance change per unit power
- Thermopotential:Thermal potential to copper, high quality products<0.5μV/°C
- Years of stability:Annual drift rate, high precision products<0.01%
5.2 Detection methods
A full performance test is required before the shunt leaves the factory:
- Precision Resistance Measurement: Using a high precision bridge or digital multimeter
- Temperature cycling test: Measurement of resistance at different temperatures in a temperature chamber
- High Current Test: Verify Performance at Rated Current
- Long-term stability test: Sampling for accelerated aging test
VI. Application design guidelines
6.1 Thermal Design Considerations
The shunt generates heat at high currents, which needs to be considered in the design:
- Select sufficient power margins
- Optimized heat dissipation path
- Avoid localized overheating
6.2 EMC design
The output of the shunt is a weak voltage signal, which is susceptible to electromagnetic interference. Recommendation:
- Use twisted shielded wire for sampling lines
- Sampling circuits are arranged close to the shunt
- Add EMI filtering if necessary
concluding remarks
Manganese-copper alloy, with its excellent electrical properties, has survived for a hundred years and is still the core material for high-precision shunts. Advanced manufacturing process and strict quality control are the key to ensure the performance of shunts. Safran relies on years of material research and process accumulation to provide customers with a full range of services from standard products to customized solutions.