一、为什么选择锰铜合金
分流器的核心是电阻元件,其材料的选择直接决定了分流器的性能。在众多电阻合金中,锰铜合金(Manganin)以其卓越的电学特性,成为精密分流器的首选材料,已有超过100年的应用历史。
锰铜合金的典型成分为:铜84%、锰12%、镍4%。通过精确控制各元素比例和热处理工艺,可以获得极低的温度系数和良好的长期稳定性。
二、锰铜合金的核心特性
2.1 极低的温度系数(TCR)
锰铜合金的TCR可低至±10ppm/℃,优质产品可达±5ppm/℃甚至更低。这意味着温度变化50℃时,电阻变化仅0.05%,远优于康铜(±40ppm/℃)等其他合金。
2.2 低热电势
锰铜与铜的热电势约为1~2μV/℃,远低于康铜(约40μV/℃)。这使得在温度梯度环境下,测量误差更小。
2.3 良好的长期稳定性
经过适当老化处理的锰铜合金,年漂移率可低于0.005%,满足计量级应用的长期稳定性要求。
2.4 适中的电阻率
锰铜合金的电阻率约为43~48μΩ·cm,适中的电阻率便于加工成各种规格的分流器,满足从小电流到大电流的应用需求。
2.5 优良的机械性能
- 抗拉强度:约400~500MPa
- 延伸率:约30~40%
- 可加工性好,便于制成各种形状
三、锰铜合金的冶炼工艺
3.1 原材料选择
- 电解铜:纯度≥99.95%
- 电解锰:纯度≥99.9%
- 电解镍:纯度≥99.9%
- 杂质控制严格,铁、硅等杂质会影响TCR
3.2 熔炼
- 采用真空感应熔炼或氩气保护熔炼
- 防止氧化和杂质引入
- 精确控制各元素比例
- 充分搅拌确保成分均匀
3.3 铸造
- 连续铸造或模铸
- 控制冷却速度,减少偏析
- 铸锭需经过均匀化退火
3.4 加工成型
- 热轧/冷轧成带材或板材
- 拉拔成线材或棒材
- 多道次加工,中间退火
四、分流器制造工艺
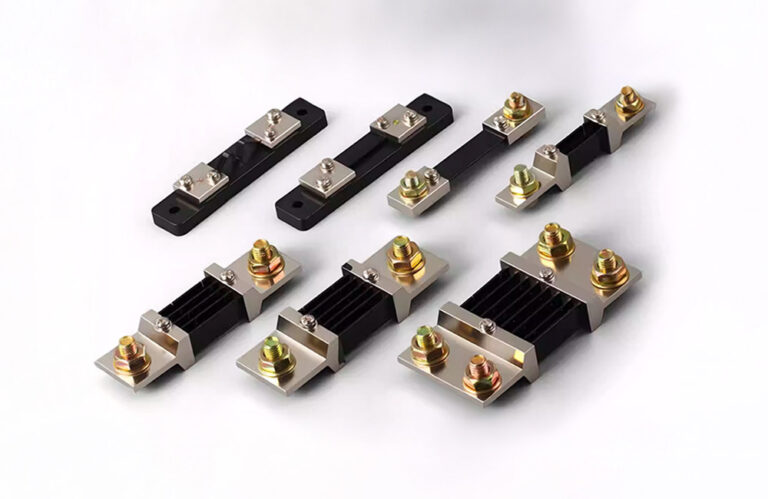
4.1 电阻元件加工
根据产品规格,将锰铜合金加工成适当形状:
- 带材型:适用于小电流分流器
- 棒材型:适用于中大电流分流器
- 板材型:适用于超大电流分流器
4.2 端子材料
端子通常采用紫铜或黄铜:
- 导电性好,接触电阻低
- 热膨胀系数与锰铜接近
- 便于后续焊接和安装
4.3 焊接工艺
电阻元件与端子的焊接是关键工序:
电子束焊接(EBW)
- 焊缝质量最高
- 热影响区小,对电阻元件影响最小
- 接触电阻极低
- 适用于高端精密分流器
钎焊
- 工艺成熟,设备简单
- 适用于大批量生产
- 需要选择合适的钎料
压接
- 适用于大电流分流器
- 便于现场更换
- 接触电阻需要控制
4.4 阻值调整
分流器的阻值需要精确调整到标称值:
- 粗调:通过加工尺寸控制
- 细调:激光修阻或机械修阻
- 精度可达0.01%级
4.5 热处理(老化稳定化)
关键的稳定化处理:
- 消除加工应力
- 稳定电阻值
- 改善TCR特性
- 典型工艺:150-200℃,数小时至数十小时
4.6 表面处理
- 端子镀锡或镀镍,防止氧化
- 电阻元件可涂覆保护层
- 整体可进行密封处理
4.7 检测与分选
出厂前的严格检测:
- 阻值测量(0.01%精度)
- TCR测量(多温度点)
- 热电势测量
- 外观检查
- 按精度等级分选
五、影响分流器性能的工艺因素
5.1 材料成分
锰含量的微小变化会显著影响TCR。典型锰含量12%时TCR最低,偏离此值TCR会升高。
5.2 加工变形量
冷加工会引入内应力,影响电阻稳定性和TCR。需要通过退火消除应力。
5.3 热处理工艺
老化温度和时间影响最终性能。温度过高可能改变合金组织,温度过低稳定化不充分。
5.4 焊接质量
焊接区的热影响会改变局部材料特性,需要控制焊接参数,最小化影响区。
六、先进技术发展
6.1 新型合金开发
研究更低TCR、更高稳定性的新合金配方,如添加微量稀土元素等。
6.2 薄膜分流器
采用薄膜沉积技术制造微型分流器,适用于集成电路和便携设备。
6.3 复合结构
将锰铜合金与铜基板复合,改善散热性能,适用于大电流应用。
6.4 智能化生产
引入自动化检测和AI质量控制,提高生产效率和一致性。
七、选购建议
- 选择正规厂商:材料和工艺是核心竞争力
- 关注技术指标:TCR、精度、长期稳定性
- 索要检测报告:确认实际性能
- 考虑应用环境:温度范围、振动、湿度等
- 评估性价比:按需选择精度等级
八、总结
锰铜合金凭借其卓越的温度稳定性和长期可靠性,成为精密分流器的首选材料。从原材料选择、冶炼铸造、加工成型到最终的热处理和检测,每一个工艺环节都会影响最终产品的性能。了解这些材料特性和制造工艺,有助于工程师更好地选择和应用分流器,满足新能源、储能、计量等领域日益增长的高精度电流测量需求。